Cylinder block inspection
-
Remove gasket material
Using a gasket scraper, remove all the gasket material from the cylinder block surface.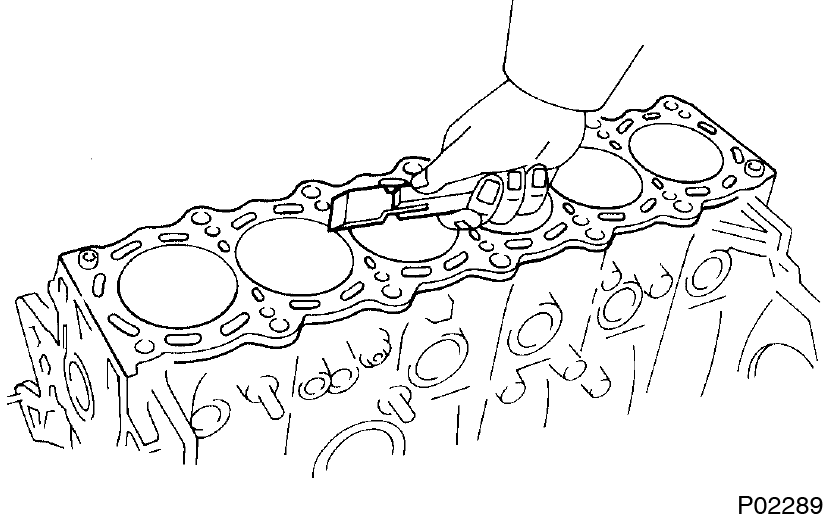
-
Clean cylinder block
Using a soft brush and solvent, thoroughly clean the cylinder block. -
Inspect cylinder block surface for flatness
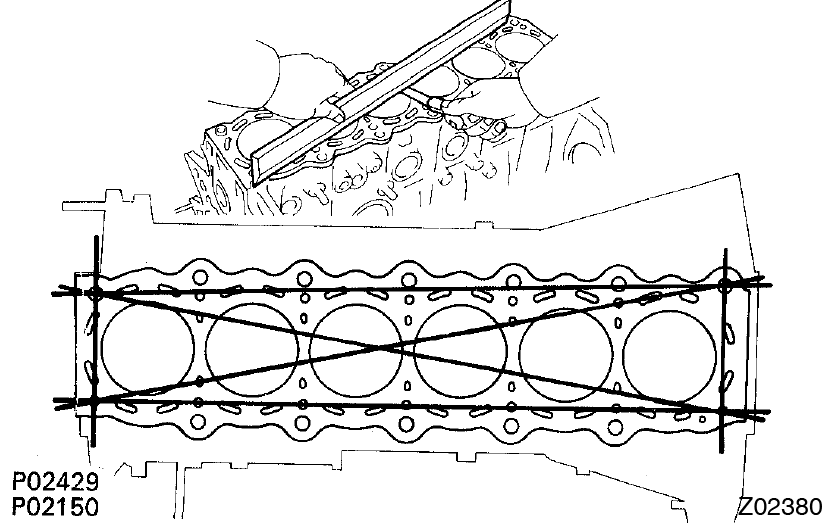 Using precision straight edge and feeler gauge, measure the surfaces of the cylinder block for warpage.
Using precision straight edge and feeler gauge, measure the surfaces of the cylinder block for warpage.
Maximum warpage: 0.07 mm (0.0028 in.)
If warpage is greater than maximum, replace the cylinder block. -
Inspect cylinder for vertical scratches
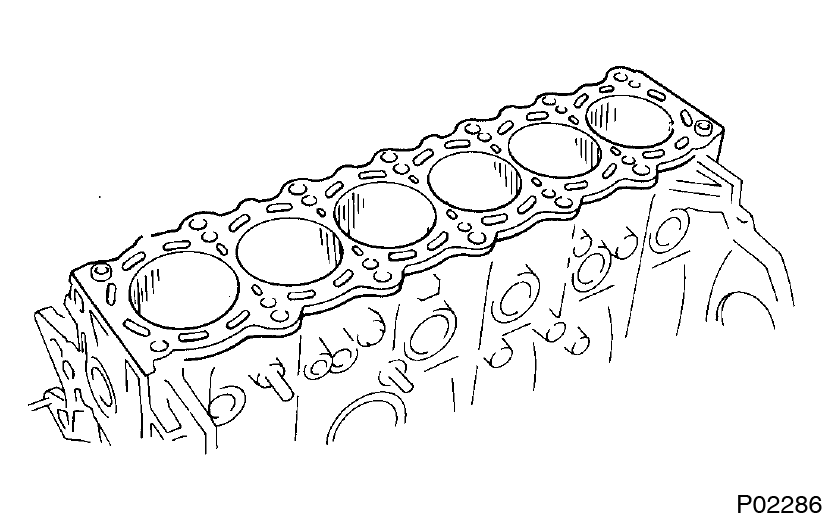 Visually check the cylinder for vertical scratches.
Visually check the cylinder for vertical scratches.
If deep scratches are present, replace the cylinder block. -
Inspect cylinder bore diameter
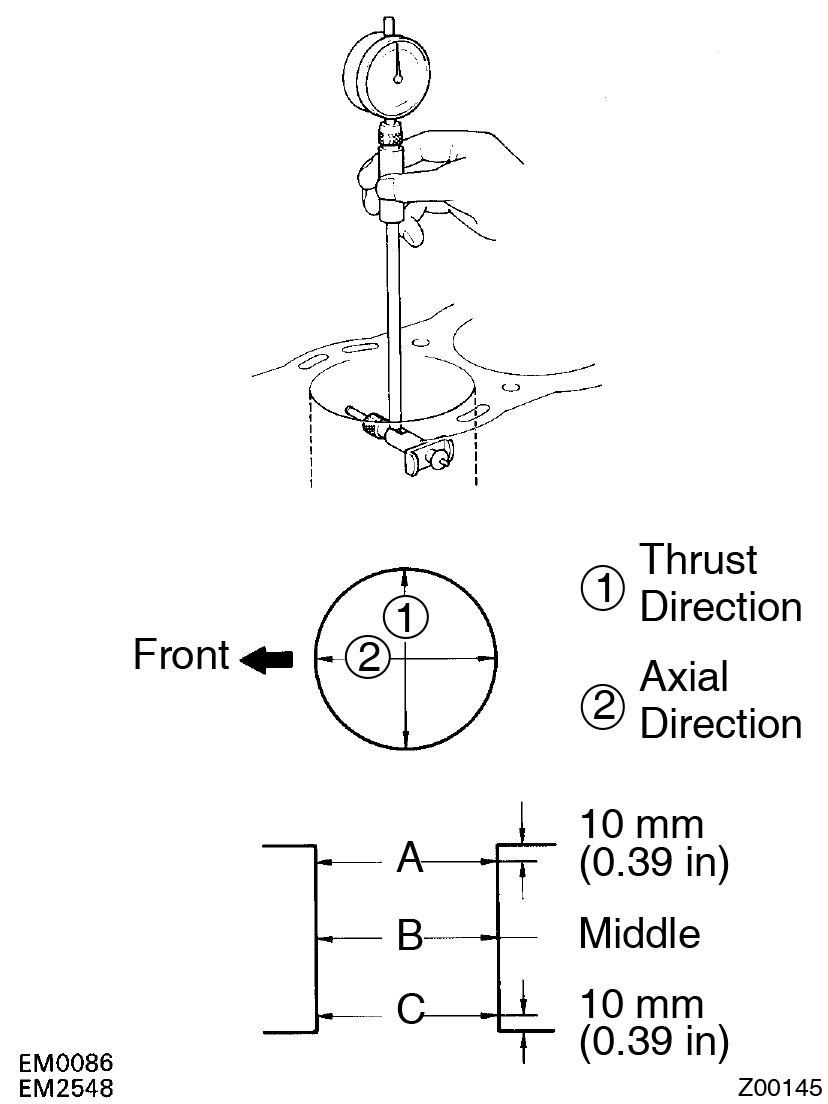 Using a cylinder gauge, measure the cylinder bore diameter at positions A, B and C in the thrust and axial directions.
Using a cylinder gauge, measure the cylinder bore diameter at positions A, B and C in the thrust and axial directions.
Standard diameter:
86.000 - 86.013 mm (3.3858 - 3.3863 in.)
Maximum diameter: 86.02 mm (3.3866 in.)
If the diameter is greater than maximum, replace the cylinder block. -
Remove cylinder ridge
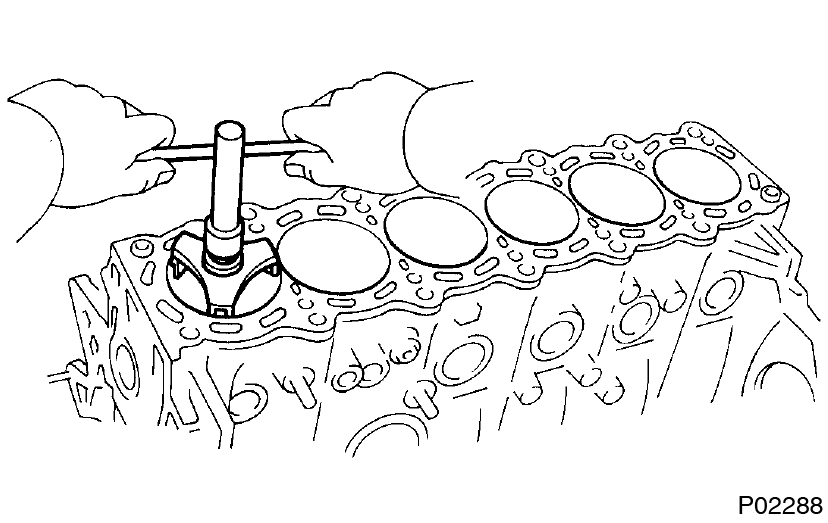 If the wear is less than 0.2 mm (0.008 in.), using a ridge reamer, grind the top of the cylinder.
If the wear is less than 0.2 mm (0.008 in.), using a ridge reamer, grind the top of the cylinder.
-
Inspect main bearing cap bolts
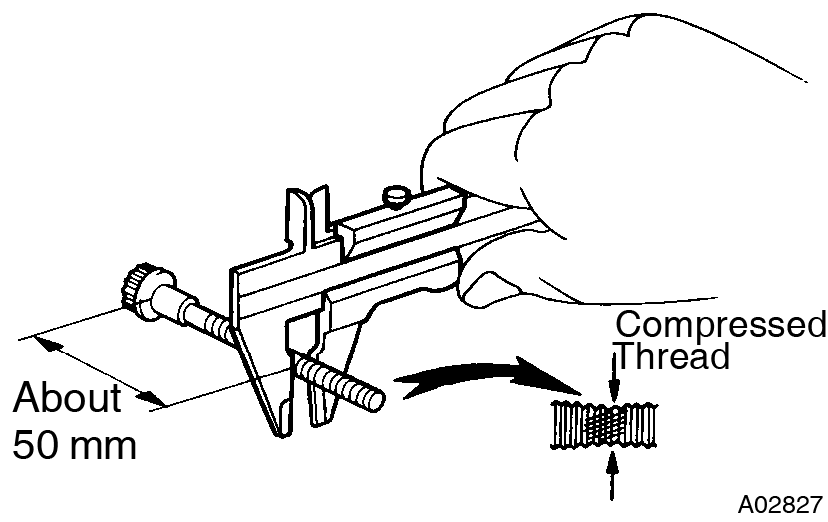 Using vernier calipers, measure the minimum diameter of the compressed thread at the measuring point.
Using vernier calipers, measure the minimum diameter of the compressed thread at the measuring point.
Standard diameter:
9.96 - 9.97 mm (0.3921 - 0.3925 in.)
Minimum diameter: 9.7 mm (0.382 in.)
If the diameter is less than minimum, replace the bolt. -
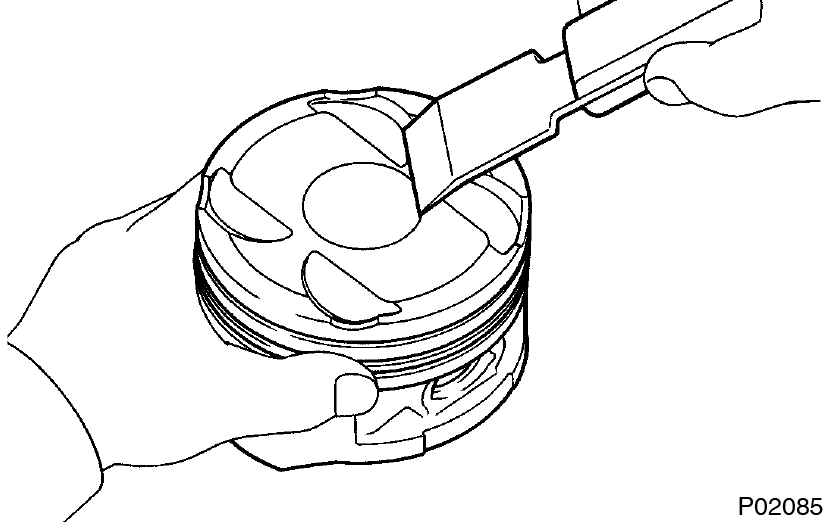
Clean piston
-
Using a gasket scraper, remove the carbon from the piston top.
-
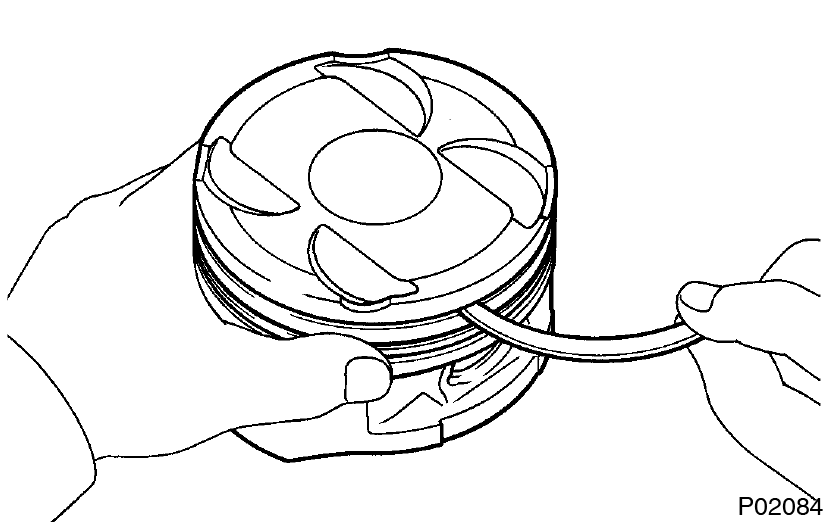
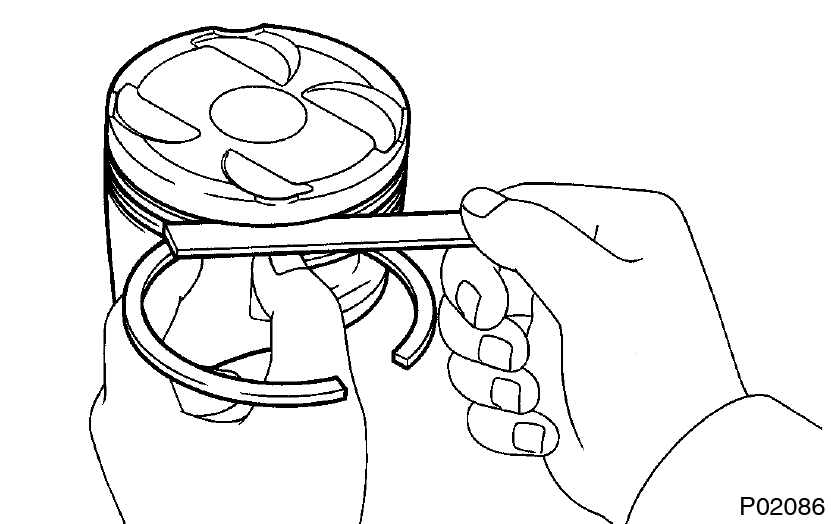
Using a groove cleaning tool or broken ring, clean the piston ring grooves.
-
Using solvent and a brush, thoroughly clean the piston.
Do not use a wire brush.
-
Using a gasket scraper, remove the carbon from the piston top.
-
Inspect piston oil clearance
-
Using a micrometer, measure the piston diameter at right angles to the piston pin center line, 34 mm (1.34 in.) from the piston head.
Piston diameter:
85.917 - 85.927 mm (3.3826 - 3.3830 in.)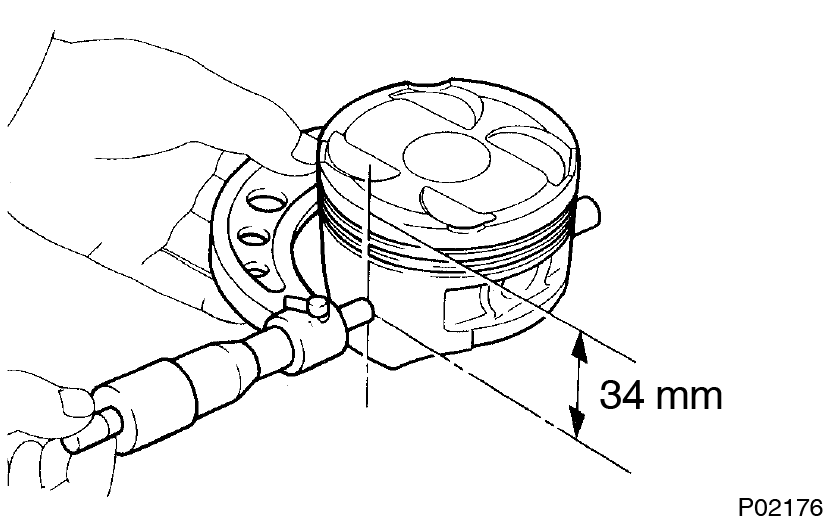
- Measure the cylinder bore diameter in the thrust directions. (See step 5)
-
Subtract the piston diameter measurement from the cylinder bore diameter measurement.
Standard oil clearance:
0.073 - 0.096 mm (0.0029 - 0.0038 in.)
Maximum oil clearance:
0.12 mm (0.0047 in.)
If the oil clearance is greater than maximum, replace all the 6 pistons. If necessary, replace the cylinder block.
-
Using a micrometer, measure the piston diameter at right angles to the piston pin center line, 34 mm (1.34 in.) from the piston head.
-
Inspect piston ring groove clearance
 Using a feeler gauge, measure the clearance between new piston ring and the wall of the piston ring groove.
Using a feeler gauge, measure the clearance between new piston ring and the wall of the piston ring groove.
Ring groove clearance:
No.1 0.040 - 0.080 mm (0.0016 - 0.0031 in.)
No.2 0.030 - 0.070 mm (0.0012 - 0.0028 in.)
If the clearance is not as specified, replace the piston. -
Inspect piston ring end GAP
-
Insert the piston ring into the cylinder bore.
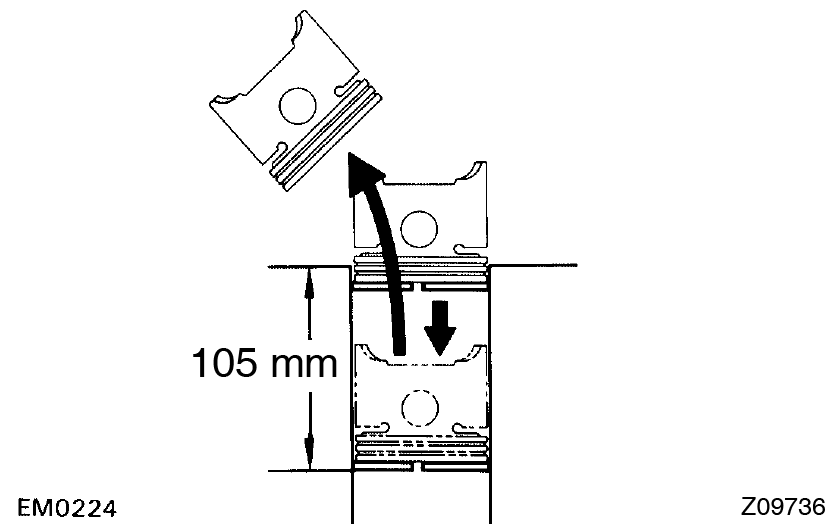
- Using a piston, push the piston ring a little beyond the bottom of the ring travel, 105 mm (4.13 in.) from the top of the cylinder block.
-
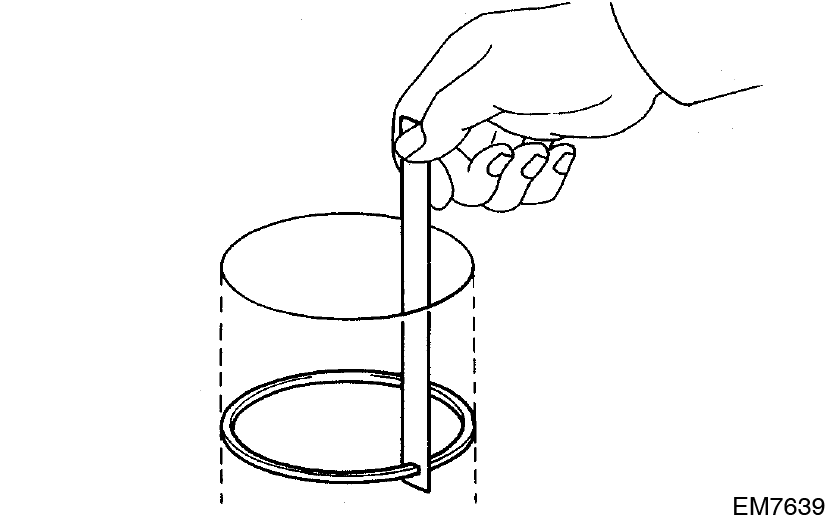
Using a feeler gauge, measure the ring end gap.
 Ring end gap:
If the end gap is greater than maximum, replace the piston ring.
Ring end gap:
If the end gap is greater than maximum, replace the piston ring.Piston ring STD mm (in.) Maximum mm (in.) No.1 0.300 - 0.400 (0.0118 - 0.0157) 1.000 (0.0394) No.2 0.350 - 0.450 (0.0138 - 0.0178) 1.050 (0.0413) Oil (Side rail) 0.130 - 0.380 (0.0051 - 0.0150) 0.980 (0.0386)
If the end gap is greater than maximum, even with a new piston ring, replace the cylinder block.
-
Insert the piston ring into the cylinder bore.
-
Pinspect piston pin fit
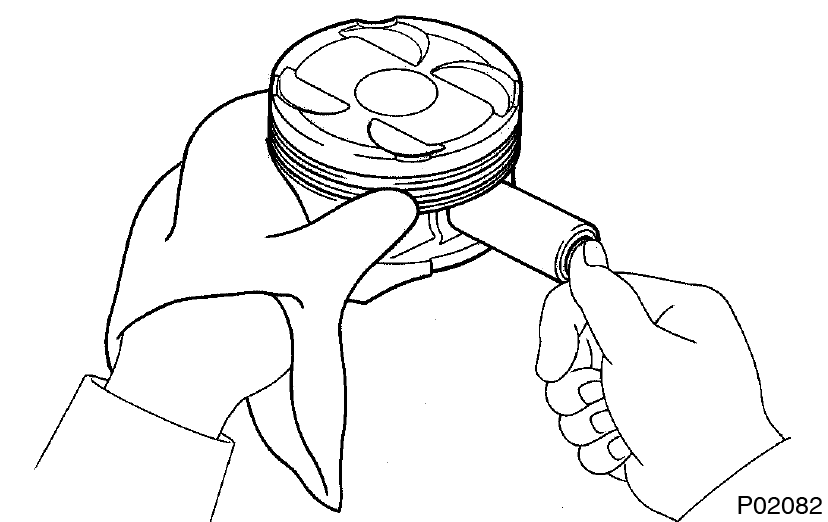 At 80°C (176°F), you should be able to push the piston pin into the piston pin hole with your thumb.
At 80°C (176°F), you should be able to push the piston pin into the piston pin hole with your thumb.
-
Inspect connecting ROD alignment
Using a feeler gauge and rod aligner, check the connecting rod alignment.-
Check for out-of-alignment
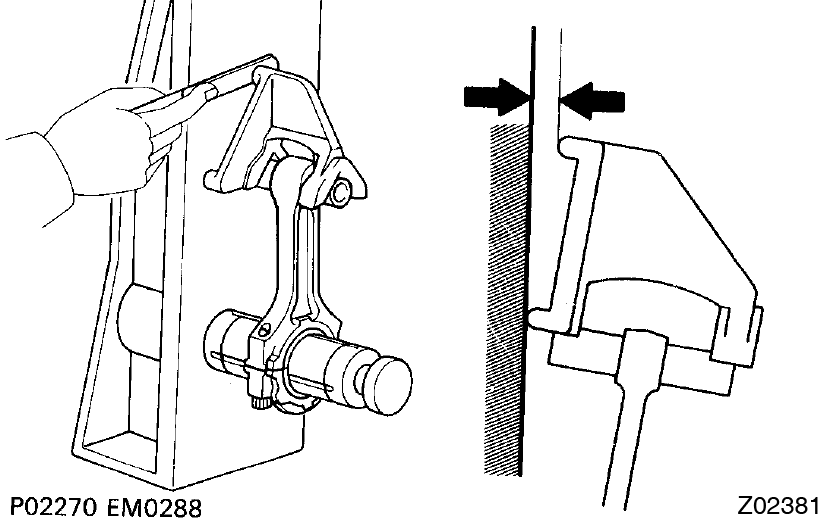 Maximum out-of-alignment:
Maximum out-of-alignment:
0.05 mm (0.0020 in.) per 100 mm (3.94 in.)
If out-of-alignment is greater than maximum, replace the connecting rod assembly. -
Check for twist
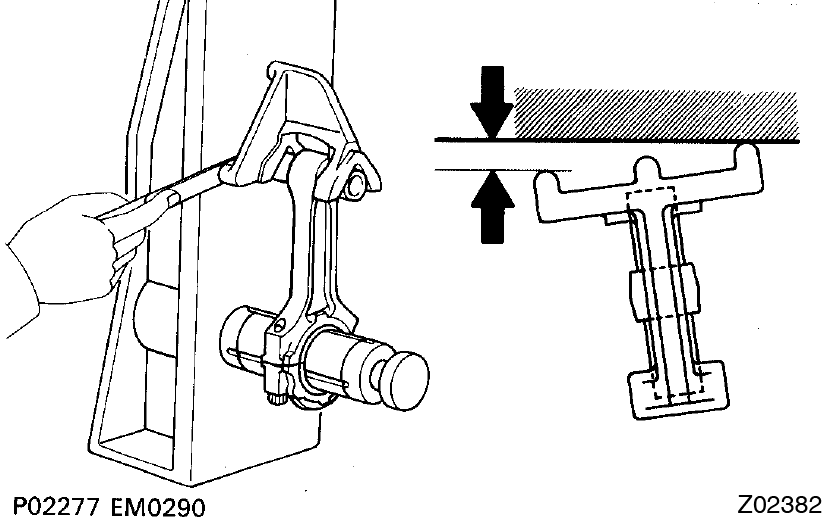 Maximum twist:
Maximum twist:
0.15 mm (0.0059 in.) per 100 mm (3.94 in.)
If twist is greater than maximum, replace the connecting rod assembly.
-
Check for out-of-alignment
-
Inspect piston pin oil clearance
-
Using a caliper gauge, measure the inside diameter of the connecting rod bushing.
Bushing inside diameter:
22.005 - 22.014 mm (0.8663 - 0.8667 in.)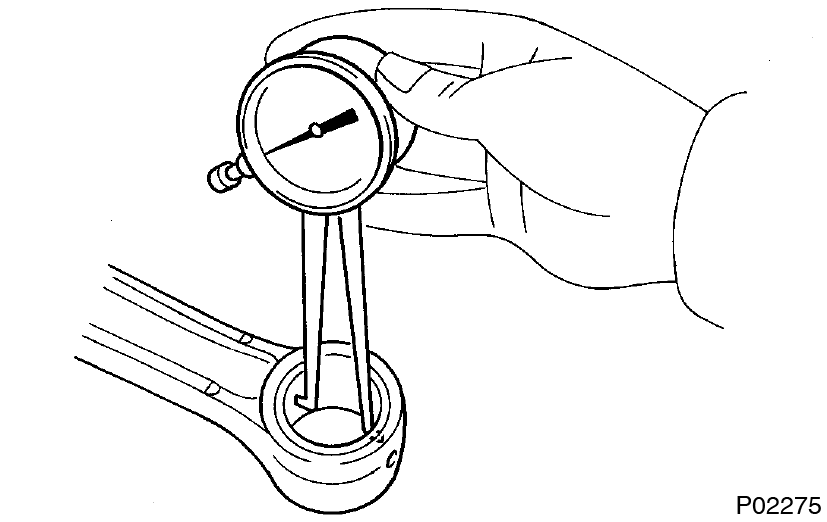
-
Using a micrometer, measure the piston pin diameter.
Piston pin diameter:
21.997 - 22.006 mm (0.8660 - 0.8664 in.) -
Subtract the piston pin diameter measurement from the bushing inside diameter measurement.
Standard oil clearance:
0.005 - 0.011 mm (0.0002 - 0.0004 in.)
Maximum oil clearance:
0.05 mm (0.0020 in.)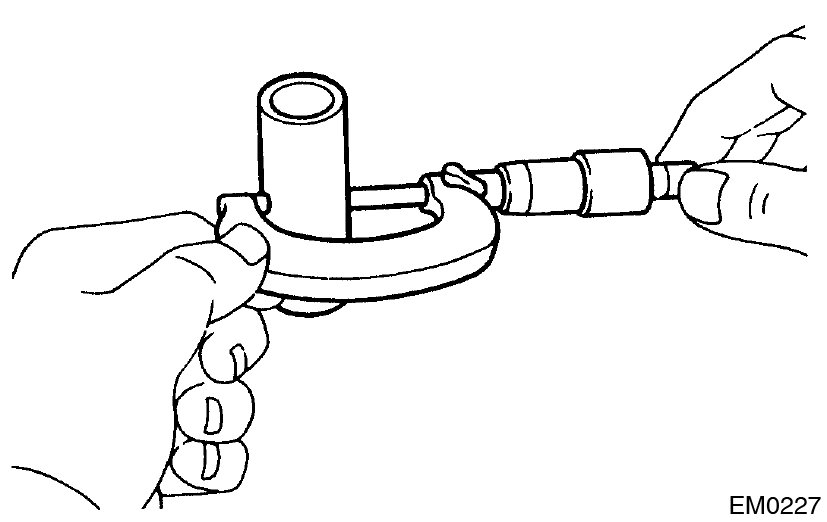 If the oil clearance is greater than maximum, replace the bushing. If necessary, replace the piston and piston pin as a set.
If the oil clearance is greater than maximum, replace the bushing. If necessary, replace the piston and piston pin as a set.
-
Check the piston pin fit at room temperature.
Coat the piston pin with engine oil and push it into the connecting rod with your thumb.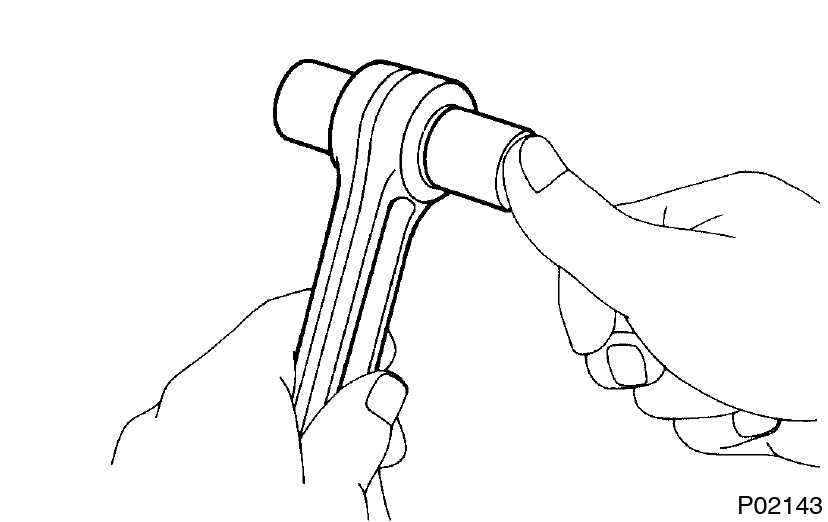
-
Using a caliper gauge, measure the inside diameter of the connecting rod bushing.
-
Inspect connecting ROD bolts
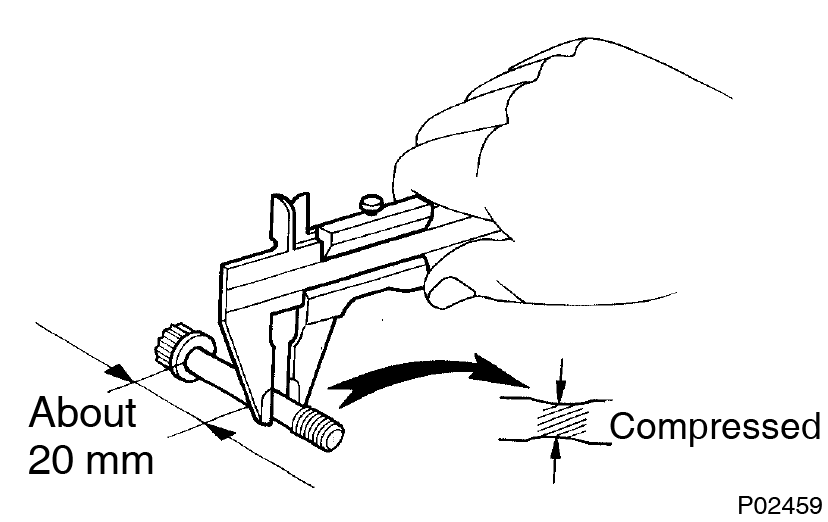 Using vernier calipers, measure the minimum diameter of the compressed bolt at the measuring point.
Using vernier calipers, measure the minimum diameter of the compressed bolt at the measuring point.
Standard diameter: 8.1 - 8.3 mm (0.319 - 0.327 in.)
Minimum diameter: 8.0 mm (0.315 in.)
If the diameter is less than minimum, replace the connecting rod bolt. -
Inspect crankshaft for runout
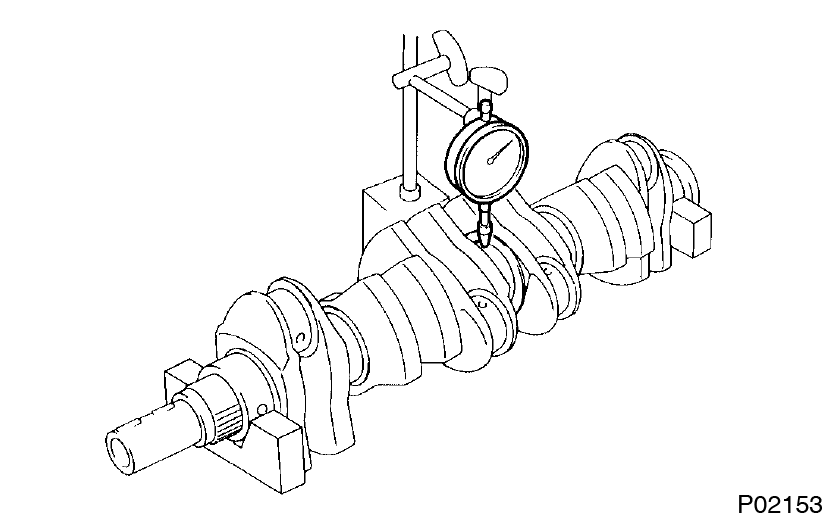
- Place the crankshaft on V-blocks.
-
Using a dial indicator, measure the circle runout at the center journal.
Maximum circle runout: 0.06 mm (0.0024 in.)
If the circle runout is greater than maximum, replace the crankshaft.
-
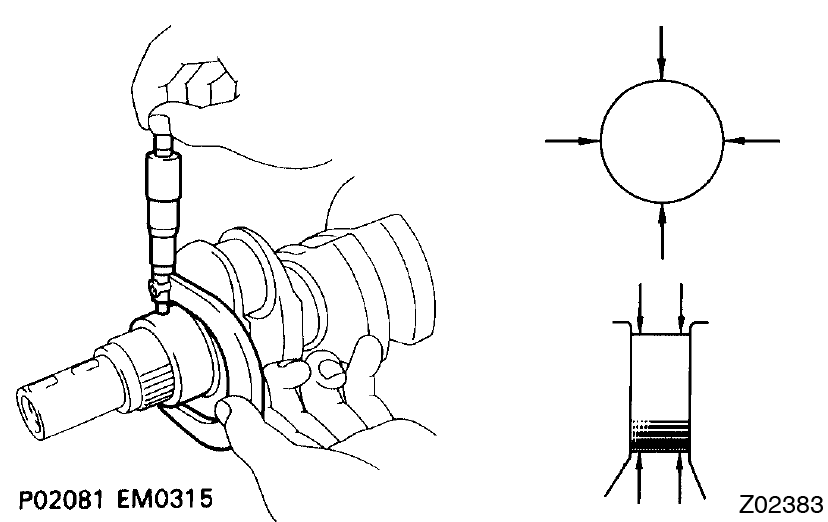
Inspect main journals and crank pins
-
Using a micrometer, measure the diameter of each main journal and crank pin.
Diameter:If the diameter is not as specified, check the oil clearance. (See page EM-71 )Item STD mm (in.) U/S 0.25 mm (in.) Main journal 61.984 - 62.000 (2.4403 - 2.4409) 61.745 - 61.755 (2.4309 - 2.4313) Crank pin 51.982 - 52.000 (2.0465 - 2.0472) 51.745 - 51.755 (0.0372 - 2.0376) -
Check each main journal and crank pin for taper and outof-round as shown.
Maximum taper and out-of round:
0.02 mm (0.0008 in.)
If the taper or out-of-round is greater than maximum, grind or replace the crankshaft.
-
Using a micrometer, measure the diameter of each main journal and crank pin.
-
If necessary, grind and hone main journals and/or crank pins
- Grind and hone the main journals and/or crank pins to the finished undersized diameter (See procedure step 17).
- Install new main journal and/or crank pin undersized bearings.
This guide is based on the book edition Toyota (RM502U, 1997)
Volksbibliothek, info@volksbibliothek.com
Back Next